
TECNO PIEMONTE ottiene l’autorizzazione ministeriale ad effettuare e certificare prove su FRP e loro componenti
Indicazioni generali sulla preparazione dei provini in cantiere
Tecno Piemonte S.p.A. è una Società che si occupa della fornitura di servizi di prove e certificazione, nel settore delle opere di ingegneria civile e dei prodotti da costruzione.
Opera come laboratorio prove su materiali da costruzione e nel corso degli anni ottiene importanti riconoscimenti da Ministeri italiani ed estende i propri ambiti di attività a settori quali tra gli altri l’ambiente, la chimica dei materiali, le pavimentazioni (stradali, ferroviari ed aeroportuali), i geosintetici, le malte e gli adesivi strutturali. Dal 2012 è Laboratorio Accreditato ai sensi della Norma UNI EN ISO/IEC 17025.
Tecno Piemonte è inoltre Organismo notificato dalla Commissione Europea ai sensi del Regolamento UE 305/2011 per la valutazione e verifica della costanza di prestazione dei prodotti da costruzione ed Organismo di certificazione del controllo del processo di fabbrica FPC del calcestruzzo prodotto con processo industrializzato.
In data 12/03/2018 Tecno Piemonte ha ottenuto dal Ministero Infrastrutture e Trasporti – Presidenza del Consiglio Superiore dei Lavori Pubblici – Servizio Tecnico Centrale, il Decreto autorizzativo ad effettuare e certificare le prove sui materiali compositi e loro componenti.
Tali prove vengono effettuate in conformità a quanto riportato dalla “Linea Guida per l’identificazione, la qualificazione ed il controllo di accettazione di compositi fibrorinforzati a matrice polimerica (FRP) da utilizzarsi per il consolidamento strutturale di costruzioni esistenti” approvata dal Presidente del Consiglio Superiore dei Lavori Pubblici con Decreto n° 220 del 09 luglio 2015.
Di seguito vengono riportate le indicazioni presenti sulla Linea Guida, le modalità di preparazione del laminato e le prove di laboratorio.
Indicazioni della Linea Guida per FRP
I controlli di accettazione in cantiere:
- sono obbligatori e di competenza del Direttore dei Lavori;
- sono esclusivamente di tipo meccanico;
- devono essere eseguiti prelievi ad ogni lotto di spedizione e comunque ogni 500 m o frazione per i sistemi di rinforzo preformati ed ogni 500 m² o frazione di sistema di rinforzo realizzato in situ;
- devono essere eseguiti su campioni ricavati da laminati realizzati in cantiere con i materiali base oggetto di fornitura e con la procedura di installazione prescritta dal Fornitore, impiegando gli stessi addetti del cantiere;
- i laminati devono essere tanti quante sono le classi dei sistemi di rinforzo da installare, tenendo anche conto dell’eventuale molteplicità di Fornitori.
Le prove previste nella Linea Guida devono essere effettuate da un Laboratorio autorizzato ai sensi dell’art.59 del DPR n. 380/2001, in tempo ritenuto utile dal Direttore dei Lavori ai fini dell’accertamento della qualità e della conformità alle specifiche di progetto e comunque non oltre 30 giorni.
Ogni laminato deve essere costituito da 3 strati e da ciascun laminato il laboratorio dovrà ricavare i campioni da sottoporre a prova per determinare la resistenza a trazione ed il modulo elastico.
Tutti i materiali forniti saranno accettati dal Direttore dei Lavori solo se coperti da CIT (Certificato di Idoneità Tecnica all’impiego), rilasciato dal Presidente del Consiglio Superiore dei Lavori Pubblici.
I risultati ottenuti dalle prove di laboratorio dovranno essere non inferiori ai valori della classe di appartenenza dichiarata nel CIT.
La richiesta di prove al laboratorio deve essere sottoscritta dal Direttore dei Lavori e deve contenere indicazioni sui campioni di tessuto e di resina prelevati.
Indicazioni generali sulla preparazione dei provini in cantiere
La preparazione dei provini in cantiere deve essere effettuata con le stesse tecniche utilizzate per le strutture da consolidare, impiegando gli stessi tecnici ed utilizzando gli stessi materiali.
Si richiede che venga prelevato in cantiere un campione del tessuto non impregnato (di circa 50/60 cm per l’intera larghezza del tessuto) per verificare la densità delle fibre ed il peso del tessuto per unità di area, da confrontare con quanto riportato nella scheda tecnica del prodotto.
Nel caso di tessuti multiassiali è richiesto che venga indicata l’orientazione di ciascun strato di fibre da sottoporre a prova.
Durante la fase di preparazione dei provini in cantiere è necessario tenere in considerazione i seguenti aspetti:
- Parallelismo e regolarità delle superfici: è consigliabile utilizzare una superficie piana sufficientemente regolare e liscia (si consiglia di posare su carta oleata o telo plastico)
- Orientazione e numeri degli strati del laminato: dovranno essere sovrapposti tre strati di materiale con la resina prevista in progetto, (mantenendo il medesimo orientamento per tutti gli strati) che andranno a costituire il laminato da sottoporre a prova.
- Dimensione del laminato: il laminato dovrà avere larghezza pari all’intera larghezza del rotolo e lunghezza di circa 60/70 cm.
- Eliminazione dei vuoti all’interno del laminato: deve essere eseguita con le stesse modalità previste dal progettista (ad esempio a mano mediante rullo)
- Protezione delle superfici: è opportuno proteggere le superfici del laminato per evitare il contatto accidentale con altri oggetti
Preparazione del laminato
Questa modalità di preparazione dei laminati in FRP, è stata redatta sulla base delle esperienze maturate dai tecnici del laboratorio Tecno Piemonte S.p.A.
Per una loro corretta realizzazione, sono necessari:
- Piano stabile o banco di lavoro, costituito da tavole piane, lisce (tipo pannello giallo per armature);
- Telo di cellophane o telo plastico per ricoprire il piano di lavoro;
- Scatola o vaschetta, meglio se rettangolare, dove impregnare il tessuto secco;
- Rullo di posa.
Si consiglia di marcare sul piano di lavoro un riferimento stabile per facilitare la linearità di posa del tessuto dopo l’impregnazione.
Si procede alla stesa del telo plastico e si può eseguire il taglio del tessuto secco con comuni forbici, per una lunghezza di circa 60/70 centimetri. Serviranno 3 strati di tessuto secco per ogni laminato, per ogni asse del tessuto da sottoporre a prova.
Impregnazione dei tessuti
Dopo aver miscelato i componenti della resina, secondo i dosaggi indicati dal produttore, si versa la resina liquida così ottenuta nella vaschetta per l’impregnazione.
Per un risultato ottimale la resina deve coprire il fondo della vaschetta per circa 4/6 cm.
Utilizzando dei guanti in gomma usa e getta, si impregna uno spezzone di tessuto alla volta, immergendolo a fisarmonica e facendolo affondare nella resina aiutandosi con una mano.
Dopo che il tessuto è stato completamente sommerso dalla resina, si attende qualche secondo e si provvede ad estrarre il tessuto ormai impregnato, facendolo sgocciolare per qualche secondo e, quindi, premerlo, senza torcerlo per non rovinare le fibre, allo scopo di rimuovere completamente la resina in eccesso.
Immediatamente dopo, il tessuto impregnato, deve essere steso sul banco di lavoro, curando la linearità delle fibre (utilizzare il riferimento realizzato in precedenza) e senza lasciare grinze o pieghe.
Con il rullo di posa, si passa sul tessuto, secondo la direzione da sottoporre a prova, per permettere alla resina di penetrare, eliminandone la parte in eccesso e le eventuali bolle d’aria rimaste durante le fasi di impregnazione e stesa.
Ripetere i passaggi di impregnazione e stesa, fino al raggiungimento degli strati necessari per la realizzazione del laminato, passando il rullo di posa ad ogni strato.
Il laminato dev’essere mantenuto sul piano di lavoro fino ad indurimento della resina (solitamente 12/24 ore), ad una temperatura compresa tra quelle di lavorabilità indicate dal produttore, al riparo da agenti atmosferici.
Prove di laboratorio
Da ogni laminato ricevuto, il laboratorio provvederà al ricavo dei provini da sottoporre a prova.
Dalle prove eseguite sarà determinata la resistenza a trazione ed il modulo elastico riferiti alla sezione resistente netta delle fibre in conformità a quanto previsto dalla norma UNI EN 2561.
I provini, realizzati in conformità a quanto prescritto dall’Annex A della norma UNI EN 2561, avranno dimensioni 25 x 600 mm. Verranno ricavati dal laminato, mediante taglio freddo, curando il parallelismo tra il taglio e l’orientamento delle fibre del laminato.
Alle estremità di ogni singolo provino verranno applicati dei talloni (tabs), utilizzando un adesivo ad alta resistenza, consentendo così un’omogenea distribuzione degli sforzi, evitando rotture localizzate. I tabs avranno lunghezza di circa 100 mm.
Ad indurimento avvenuto dell’adesivo dei tabs potranno avere inizio le prove.
Le prove verranno eseguite utilizzando una macchina universale con afferraggi idraulici regolabili e munita di estensimetro a rottura, di classe 1 o inferiore.
Tutti i risultati saranno dati dalla media di cinque determinazioni.
Tecno Piemonte si rende pertanto disponibile a supportare Direttori dei Lavori ed Imprese per la certificazione anche di questi materiali.
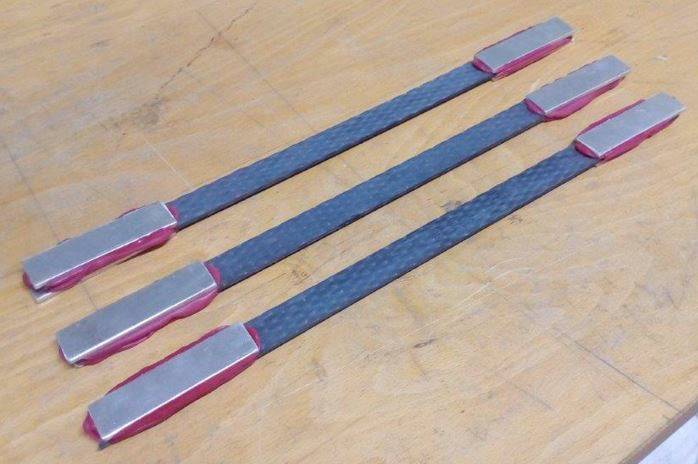
Provini da sottoporre a prova


Sismica
Tutti gli articoli pubblicati da Ingenio nell’ambito della sismologia e dell’ingegneria sismica.